HOW TO HARDEN A PLOWSHARE
 the share is of soft center steel,
harden as follows: First, heat the whole point to a
very low red heat; then turn the share face down, with the heel over the fire, and the point in such a position that it is about two inches higher than the heel. This will draw the fire from the heel along towards the point, and the whole length of the share will be heated almost in one heat. Be sure to get an even heat, for it will warp or crack if the heat is uneven. When the share has a moderate red heat take it out, and you will notice that it is sprung up along the edge. This is the rule, but there are exceptions, and the share is then sprung down. In either case set it right; if sprung up set it down a little under the square; if sprung down set it a little over the square. You cannot with any success set it by a table or leveling block, because this will, first, cool off the edge, second, it must be either over or under the square a little. Therefore, you must use your eye and set the share with the hammer over the anvil. This done, hold the share over the fire until it has a low red heat, as stated before; then plunge it into a tub of hardening compound, such as is sold by the traveling man, or sprinkle the share with prussiate of potash and plunge it into a barrel of salt water.
the share is of soft center steel,
harden as follows: First, heat the whole point to a
very low red heat; then turn the share face down, with the heel over the fire, and the point in such a position that it is about two inches higher than the heel. This will draw the fire from the heel along towards the point, and the whole length of the share will be heated almost in one heat. Be sure to get an even heat, for it will warp or crack if the heat is uneven. When the share has a moderate red heat take it out, and you will notice that it is sprung up along the edge. This is the rule, but there are exceptions, and the share is then sprung down. In either case set it right; if sprung up set it down a little under the square; if sprung down set it a little over the square. You cannot with any success set it by a table or leveling block, because this will, first, cool off the edge, second, it must be either over or under the square a little. Therefore, you must use your eye and set the share with the hammer over the anvil. This done, hold the share over the fire until it has a low red heat, as stated before; then plunge it into a tub of hardening compound, such as is sold by the traveling man, or sprinkle the share with prussiate of potash and plunge it into a barrel of salt water.
You will notice that the share will warp or spring out of shape more in the heating than it does in the cooling, if the heat is right. Some smiths never look at the share when hot for hardening, but simply plunge it into the tub, and then they say it warped in hardening, while it was in the heating. If the share is too hot it will warp in cooling also.
Points are now sold by dealers in hardware, and every smith knows how they are shaped. There is, however, no need of buying these; every smith has old plowshares from which points can be cut, provided you don't use an old share too much worn. The points sold are cut with the intention that most of the point is to be placed on top of the plow point. This is all right in some instances, while it is wrong in others. When you cut a piece for a point make it the same shape at both ends. Now, when a plow needs the most of the point on top bend the end to be on top longer than the end to go underneath, and vice versa, when the point wants to be heaviest on the bottom side. I hold that in ordinary cases the most of the point should be on the bottom side. If it is it will wear better and keep in the ground longer, for as soon as the point is worn off underneath it comes out of the ground.
Don't monkey with old mower sections or anything like them for points, for, although the material is good, it is not the quality alone but also the quantity that goes to make up a good point.
 |
It takes only a few hours' plowing to wear off a section from the extreme point of the share, and then there is only the iron of the plow point left to wear against, and your time spent for such a point is lost. Another thing, it takes just as much time to put on such a point as it does to put on a good one for which you charge the regular price.
In putting on a point of thin material you must go unusually slow, or you will burn the steel before the plow point is hot
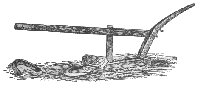
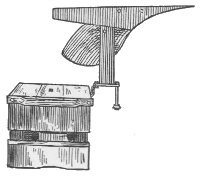
Smiths, as a rule, draw out a round back point They seem to be afraid of coming down on the point with the hammer for fear it will spring the point towards the land. This can be remedied by using a wooden block for anvil. Then you can set the point back without battering the edge of the share.
 |
The suck of a point should be one-eighth of an inch. Don't split the steel of the point of a share open and wedge a point in. Make one long enough to reach around the point, say from 8 to 10 inches long, and you will have a good substantial job. There is too much experimenting in putting on points yet, but the method just described is the only good one.
If the share to be sharpened is a hardened share, and it is the first time it is sharpened, then be careful not to heat it too far towards the joint, so as to leave the temper as much the same as possible. For my part, I never follow this rule. I heat it as much as is needed to draw it out good, and then harden it over again. But beginners can sharpen a new share once without hardening it over, if the temper is not entirely out of the share. To sharpen a share without springing it some is an impossibility. No device will prevent this, and the only way to set it right is to heat it all over. In sharpening a share it is drawn out on one side, and it is natural that that side is made longer, and as a result the share must warp. In a circular saw it takes only a couple of blows on one side to get it out of shape; then what else can we expect in a plowshare, when all the hammering is done on one side?
Some smiths turn the bottom side of the share up and hammer on that side, but this is wrong; first, because in so doing you unshape the share; second, the scales on the anvil will mark the face of the share just as bad as the hammer, so nothing is gained by this. Place the share on the anvil, face up, and use a hammer with a big round face, and when you get used to this, the best result is obtained. Don't draw the edge out too thin. There is no need of a thin edge on a plow that has to cut gravel and snags, but for sod breaking a thin edge is wanted, and the smith has to use his best judgment even in such a case.
Cut a piece of steel about eight inches long, three inches wide on one end, and pointed down to a sharp point on the other. Draw out one side thin to nothing. Next, draw out the heel of the share. Now place the heel piece on the bottom side of the share, and hold it in place with a pair of tongs and tong rings. Take the first heat at the pointed end of the pieces next heat at the heel, share down, then turn the share over, heel down; go slow, use borax freely, and place a little steel borings between the heel piece and the share. After a little practice almost any smith ought to be able to put on a heel, while now it is only a few smiths that can do it. I never put on a heel yet but the owner of the plow would tell me that other smiths tell him it cannot be done. When welded good be sure to get the right shape in the share. Grind and polish carefully, as the dirt is inclined to stick to the share in this place more easily than in any other.
When a plow is flopping or going everywhere so that the owner don't know what is the matter the fault should be looked for first in the beam. If the beam is loose the plow will not run steady, but the reason for this trouble, in most cases, is in the share. If the point has too little "suction," and the edge of the share is too much rolling the plow generally acts this way. To remedy this, sharpen the share, set the point down, and the edge of the lay from the point all the way back to the heel, and the plow will work right
If a plow is inclined to fall over on the right handle, the fault is in the share. The share in such a case has too much suction along the edge. Heat the whole share and roll the edge of it up and the plow will work all right.
If a plow tips over on the left side handle, the share in such a case is too much rolled up. Heat it all over and set the edge down to give it more suction.
There are two reasons for a plow running too deep: 1, If the beam is more than fourteen inches high from the floor up to the lower side of it, then the beam should be heated over a place as far back as possible, and the same set down to its proper place. 2, If the point of the share has too much suction the plow will also run too deep. The right suction to give a plowshare is from 1/8 to 3/16 of an inch. If a plow don't run deep enough with this much as a draw, there must be something else out of shape; or, if it goes too deep, the fault must be looked for in the beam or in the tugs with small-sized horses. The point of a share should never be bent upwards in order to prevent the plow from going too deep. Set the shareright, and if the plow then goes out of its proper way the fault must be found somewhere else.
If a 14-inch plow takes too much land the fault is either in the point of the share or in the beam. The point of a share should stand one-eighth of an inch to land, and the beam should stand about three inches to the right. This will be right for a 14-inch plow and two horses. If for a 16-inch plow and three horses, the beam should be in line with the landside.
When a gang or sulky plow runs on its nose and shoves itself through the dirt, the fault is with the share or in the beam. In most cases this fault is a set back beam, but it might also be the result of a badly bent-down and out-of-shape landside point. If it is in the beam, take it out and heat it in the arch, then bend it forward until the plow has the right shape, and it will run right.
To harden a mouldboard is no easy job in a blacksmith's forge, and it is no use trying this in a portable forge, because there is not room enough for the fire required for this purpose. First, dig the firepot out clean, then make a charcoal fire of two bushels of this coal, have some dry basswood or wood like it, and when the charcoal begins to get red all over then pile the wood on the outside corners of the fire. Heat the point of the mouldboard first, because this being shinned, it is thicker and must be heated first or it will not be hot enough; then hold the mouldboard on the fire and pile the wood and hot coal on top of it. Keep it only until red hot in the same place, then move it around, especially so that the edges get the force of the fire, or they will be yet cold while the center might be too hot.
When the mouldboard is red hot all over sprinkle with prussiate of potash, and plunge into a barrel of ice or salt water. A mouldboard will stand a good heat if the heat is even; otherwise it will warp or crack. Another way to heat a mouldboard: if you have a boiler, then fill the fire place with wood and heat your mouldboard there. This will give you a very good heat. If it is a shinned mouldboard the point must be heated first in the forge, then place it under the boiler for heating. This must be done to insure a good heat on the point, which is thicker than the mouldboard and therefore would not be hot enough in the time the other parts get hot.
When a mouldboard is worn out on the point a patch can be put on, if the mouldboard is not too much worn otherwise. Cut a piece of soft center steel to fit over the part to be repaired. Draw this piece out thin where it is to be welded to face of mouldboard.
 |
Hold this piece in position while taking the first weld, with a pair of tongs. Weld the point first, then the edges, last the center. The patch should be welded to face of mouldboard. When the last weld is taken place the mouldboard face up, with some live coal over it, in the fire; use borax freely, and, when ready to weld, weld the patch while the mouldboard is in the fire, using a 3/8 rod of round iron as a hammer with one end of it bent for this purpose. When the patch is thus welded in its thinnest place then take it out and weld on the anvil. In heating for the weld never place the patch down towards the tuyer, for there the blast will make it scale, and it will never weld this way. Remember this in all kinds of welding.
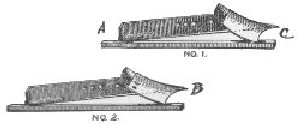
Figure 11-A represents two shares. No. 1 represents a share set for spring plowing, when the ground is soft. Notice the heel of the share following the square for about one inch at c, while the heel in No. 2 rests with the extreme edge on the square, and is set for fall plowing, when the ground is hard. The line between a and b shows the suction at d, which is not more than an eighth of an inch. Breaking plows and large plows which are run shallow should have a wide bearing at c. In breaking plows the heel will sometimes have to be rolled up a little at this place.
Chapter 7
Chapter 5
Return to Main Page
© 2000, 2001 by Lynn Waterman