HOW TO PATCH A BOILER
By H. MOEN, MACHINIST, CRESCO, IOWA.
![]() HEN the leak or weak place in the boiler is found, take a ripping chisel and cut out all of the weak thin and cracked parts. This done, make the patch. The patch must be large, not less than an inch lap on all sides, but if double rows of rivets are wanted the lap should be two inches on all sides. Bevel or scrape the patch on all edges to allow calking. The bolt holes should be about two inches apart and countersunk for patch bolts, if patch bolts are used. Next, drill two holes in the boiler shell, one on each side of the patch, and put in the bolts. These bolts should be put in to stay and hold the patch in position while the rest of the holes are drilled and bolted. When the bolts are all in, take your wrench and tighten the bolts one after the other, harder and harder, striking at the same time on the patch around its edges. At last strike light on the bolt heads when you tighten and draw the bolt until its head breaks off. These bolts are made for this purpose and in such a shape that the head will break at a high strain. This done use the calking iron all around the patch.
HEN the leak or weak place in the boiler is found, take a ripping chisel and cut out all of the weak thin and cracked parts. This done, make the patch. The patch must be large, not less than an inch lap on all sides, but if double rows of rivets are wanted the lap should be two inches on all sides. Bevel or scrape the patch on all edges to allow calking. The bolt holes should be about two inches apart and countersunk for patch bolts, if patch bolts are used. Next, drill two holes in the boiler shell, one on each side of the patch, and put in the bolts. These bolts should be put in to stay and hold the patch in position while the rest of the holes are drilled and bolted. When the bolts are all in, take your wrench and tighten the bolts one after the other, harder and harder, striking at the same time on the patch around its edges. At last strike light on the bolt heads when you tighten and draw the bolt until its head breaks off. These bolts are made for this purpose and in such a shape that the head will break at a high strain. This done use the calking iron all around the patch.
The patch should be put on the inside of the boiler, especially if on the bottom of a horizontal boiler. If the patch is put on the outside in this place the sediment or solid matter which the water contains will quickly fill up over the patch and there is danger of overheating the boiler and an explosion may follow.
The tools necessary to retube an old boiler are, first, a good expander of the proper size; a roller expander preferred; a crow foot or calking iron, made from good tool steel.
 |
Next, cut the tubes about of an inch longer than the flue sheet. After the tubes are cut the proper length, and placed in the boiler, expand the same in both ends with a flue expander. After the flues are expanded until they fit the holes solid, turn them over with the peen of a hammer to make them bell shaped. Now take a crows-foot, or calking tool, and turn the
 |
In welding flues or putting new tips on old flues, you must find out how far the old tubes are damaged, and cut that part off. Next clean the scales off in a tumbling box; if you have none, with an old rasp.
Now take a piece of tubing the size of the old, and scarf the ends down thin, the new tube to go over the old and drive them together. In welding a rest can be made in the forge to push the tube against while welding, to prevent the pieces from pulling apart. A three-eighths rod, with thread on one end and a head on the other, run through the flue will be found handy for holding the pipes or flues together. In welding these together don't take them out of the fire and strike with a hammer, but take a rod 3/8-inch round, and bend one end to serve as a hammer. Strike with this hammer lightly over the lap, at the same time turning the flue around in the fire. Use borax to prevent the flue from scaling and burning.
There are many reasons for foaming in boilers, but the chief reason is dirty water. In some cases it is imperfect construction of boiler, such as insufficient room for the steam and a too small steam pipe or dome. When a boiler is large enough for the steam and clean water is used there is no danger of foaming. When more water is evaporated than there is steam room or heating surface for, then the boiler will foam. When a boiler is overworked more steam than its capacity will admit is required, and the engine is run at a high speed, the steam will carry with it more water than usual.
When a boiler foams shut the throttle partly to check the outflow of steam and lessen the suction of water, because the water is sucked up and follows the sides of the dome up.
If the steam pipe in the dome sticks through the flange a few inches the water will not escape so easy. A boiler that is inclined to foam should not be filled too full with dirty water; if it is it is best to blow off a little. Foul water can be cleaned by different methods before it enters the boiler, so as to prevent foaming and scaling.
A boiler should not be blowed out under a high steam pressure, because the change is so sudden that it has a tendency to contract the iron, and if repeated often the boiler will leak. If it is done when there is brickwork around the boiler and the same is hot it will in a short time ruin the boiler. In such a case the boiler should not be blowed out for hours after you have ceased firing.
The construction and treatment of a hook intended for a crane or hoist involves a problem deserving of careful consideration. This fact has impressed itself upon the writer from his experience in lawsuits arising from damages caused by the failure of a defective hook.
To make a hook safe for the purpose for which it is intended two important requisites must be fulfilled—
1. Correct design.
2. Proper treatment.
The design is guided to a large extent by the service which the hook is to perform; that is, whether the hook will be subjected to high or low, frequent or rare stresses, and whether the hook is likely to be loaded above its normal capacity.
Hooks on small cranes and hoists, of about 2 to 3 tons' capacity, may be loaded to full capacity several times every day; while hooks on cranes of 50 tons' capacity may carry full load at remote intervals only. Due to the repeated stresses on small hooks, occurring, possibly, under extreme temperatures, the hook may become fatigued and liable to break. It is, therefore, advisable to keep the stresses low in comparatively small hooks to provide a factor of safety.
This precaution can readily be observed with hooks for small loads, as the size would scarcely render them unwieldy. But as the size of the hook increases it becomes necessary to increase the stress; that is, the load per square inch or cross section, in order to avoid the construction of a clumsy hook. A high stress is permissible with high loads because they are applied to the hook less frequently than in the case of small hooks and light loads. We may consider a stress of 15,000 lbs. per sq. in. as safe for a 50-ton hook as a stress of 10,000 lbs. per sq. in. on a 10-ton hook.
The material for a hook may be ordinary steel, cast steel or wrought iron; depending on the load the hook is to carry. For small loads where a hook of ample size, yet not bulky, can be constructed, cast steel may be used. But for heavy loads a ductile material, having practically the same elastic limit for compression and tension, should be selected.
Mr. F. A. Waldron, for many years connected with the manufacturing of hooks in the works of the Yale & Towne Mfg. Co., made careful observations with different materials, and his conclusion is that the only reliable material for hooks is a high grade puddled iron. A steel hook may carry a load from 25 to 50% greater than the wrought iron hook, but it is not reliable. This fact will be borne out more clearly by
 |
the results of tests made by the writer and given further in this article.
The design of a hook should be based on formulae deduced from practice with successful hooks, rather than to depend on theoretical computations. In the latter method, conditions are assumed which are hardly ever realized in actual practice. It is, therefore, absurd to aim at mathematical precision at the expense of reliability.
The exact analysis of the stresses in a hook is based on the theory of curved beams. In the theory of straight beams it is assumed that any cross section which is a plane section before flexure will remain a plane section after flexure, and that the deformation
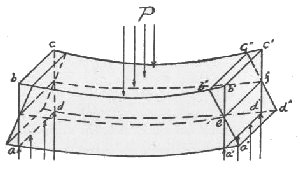 |
Consider a straight beam loaded transversely with a load P, as shown by Fig. 2. Originally, the fibers between the cross sections a-b-c-d and a'-b'-c'-d' were of the same length. When loaded, the fibers in the strip b-c, b'-c' are subjected to compression; and the fibers in the strip a-d, a'-d' are under tension; consequently, the upper fibers will shorten and the lower fibers will lengthen. Somewhere between b-c, b'-c' and a-d, a'-d', there must exist a layer of fibers which have neither shortened nor elongated. The intersection of this layer with the section a"—b"—c"-d" (the position of a'-b'-c'-d' when the beam is loaded) is a straight line (e, f) called the "neutral axis", which for straight beams coincides with the gravity axis of the cross section.
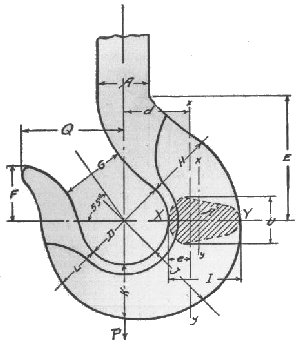
In a curved beam the neutral axis, x-y, Fig. 1, does not coincide with the gravity axis, x'-y', Fig. 1, but falls somewhere between the gravity axis and the tension side of the hook. This is due to the fact that the fibers on the convex side of the hook are longer than those on the concave side, and therefore require less stress than the shorter fibers for the same amount of deformation.
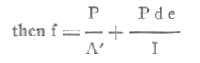
The application of the theory of curved beams is somewhat complicated for practical purposes, and a simpler form can be used; provided that care is taken in assigning the limits of stress. Referring to Fig. 1, assume the beam with a load P. The most dangerous section is, evidently, along X-Y; it is acted upon by a direct tension stress (f' = P/A') and a flexure stress (f") due to the bending moment (P X a); the cornbined stress is the sum of f' and f". Let f represent the combined stress;
If the material has, practically, the same elastic limit for compression and tension, the neutral axis needs not be far from the gravity axis; otherwise, it is advisable to distribute the metal more toward the tension side. The most reliable data on the construction of hooks, resulting from extensive experimental and mathematical investigations, is that given b Mr. Henry R. Towne in his treatise on cranes.
The following formulae for determining the dimensions of the various portions will give the greatest resistance to spreading and rupture that the original bar will permit. Referring again to Fig. 1:
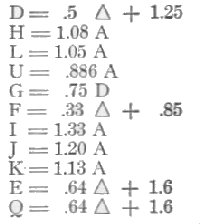
In the above formulae the dimensions are in inches;
![]() is the load in tons of 2,000 lbs.
is the load in tons of 2,000 lbs.
Having discussed, to some extent, the design of the hook, we may now consider the care which should attend the making of a hook. As already mentioned, the writer on several occasions gave expert testimony on lawsuits before the court arising from injuries incurred and damages caused by the failure of defective hooks.
To investigate the subject thoroughly, a series of careful experiments were made to determine how a hook should be made to insure reasonable safety and facilitate the location of responsibility in case of failure.
Hooks may become hardened in course of time when exposed to extreme temperatures. Repeated stresses combined with extreme temperatures will change the molecular structure and, to some extent, the physical properties of the metal.
The fact that chain links and hooks break more often in cold weather, suggests the advisability of annealing chains and hooks at suitable intervals, to refine the grain which may have crystallized. A crystallized grain is always a weak grain and is especially objectionable where a sudden or "shock" load is likely to be applied.
In conclusion it may be remarked that the courts do not consider the correct size of the stock as the determining factor when locating the responsibility in case of accident. If it can be shown that the hook was too hard, overheated or too high in carbon, or there was a flaw in workmanship, there is undisputed evidence of negligence which constitutes sufficient ground for suit to recover damages.
There is a simple method for avoiding accidents by failure of hooks. If you buy or make your hooks, see to it that they contain the proper amount of carbon, and anneal before using; continue annealing, at least once a year, if the hooks are subjected to varying and extreme temperatures.
Chapter 9
Chapter 7
Return to Main Page
© 2000, 2001 by Lynn Waterman